贵州www.榴莲视频下载价格
发布时间:2024-01-26 01:58:22
贵州www.榴莲视频下载价格
采用www.榴莲视频下载可以实现干切削、重载切削、难加工材料和一些角度刁钻的工件呢。精制造的www.榴莲视频下载加工的工件表面粗糙度甚至能达到ra0.8μm。(当然这样的机床必定是要点钱的呢)机床主轴转速慢,所以机床运动精度高、动态稳定性好,而高速旋铣使得工件同心度更准,是一种跨时代的螺纹加工方法。www.榴莲视频下载的切削形式。www.榴莲视频下载的切削形式分为:内切式: 行程长,切削量大,切削力较外旋风相对效率高;外切式:螺旋升角调节 ±40° ,加工多头螺纹及大导程螺纹优选 ;切削方法分为:顺铣法:www.榴莲视频下载的铣刀旋转切入工件的方向与工件的进给方向相反。逆铣法:www.榴莲视频下载的铣刀旋转切入工件的方向与工件的进给方向相同

贵州www.榴莲视频下载价格
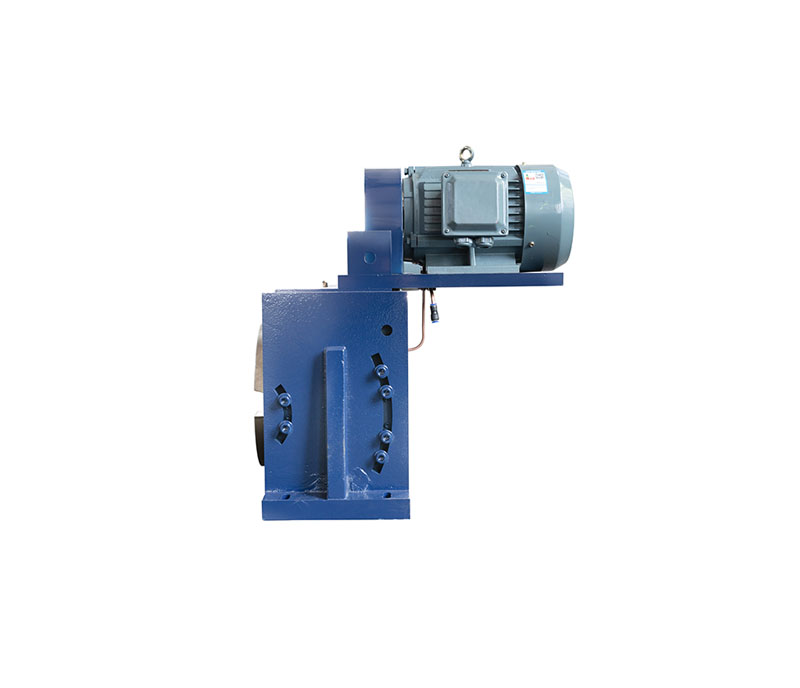
www.榴莲视频下载在加工过程中需要完成五个加工运动:1、刀盘带动硬质合金成型刀高速旋转(主运动)。2、机床主轴带动工件慢速旋转(辅助运动)。3、www.榴莲视频下载根据工件螺距或导程沿工件轴向运动(进给运动)。4、www.榴莲视频下载径向运动(切削运动)。5、www.榴莲视频下载在一定角度范围内还有螺旋升角调整的自由度。(旋转运动)。www.榴莲视频下载是与普通车床配套的高速铣削螺纹装置。用装在高速旋转刀盘上的硬质合金成型刀,从工件上铣削出螺纹的螺纹加工方法。因其铣削速度高(速度达到400m/min),加工效率快,并采用压缩空气进行排屑冷却。加工过程中切削飞溅如旋风而得名—www.榴莲视频下载。
贵州www.榴莲视频下载价格
www.榴莲视频下载是与普通车床配套的高速铣削螺纹装置。用装在高速旋转刀盘上的硬质合金成型刀,从工件上铣削出螺纹的螺纹加工方法。因其铣削速度高(速度达到400m/min)加工效率快。并采用压缩空气进行排屑冷却。加工过程中切削飞溅如旋风而得名—www.榴莲视频下载。www.榴莲视频下载可以实现干切削、重载切削、难加工材料和超高速切削,消耗动力小。表面粗糙度能达到Ra0.8μm。车床主轴转速慢,所以机床运动精度高、动态稳定性好,是一种先进的螺纹加工方法。

贵州www.榴莲视频下载价格
刀具和附具,在内螺纹的www.榴莲视频下载削时是借用NC-120装置上的刀片、刀盘和刀杆,其机构如图1所示。并设计制造了一根专用接杆,前面连接NC-120刀杆和刀盘,后面的锥柄与机床主轴连接(图1)。该刀片是可转位、不重磨硬质合金刀片,其尺寸和角度精度较高,可装于铣刀盘,同时装4~6把刀片,组成多刃铣刀盘。通过刀盘尾部的定心柱和螺纹与刀杆联结,又通过刀杆尾部的短锥、键和螺钉,紧固在可装入锥孔的专用刀杆上。该刀具有同时参与切削的刀片多、精度高、耐磨性能好等优点。由于刀具直接连接主轴,在选择刀盘时,主要是考虑加工螺距的大小和螺孔的深浅,螺孔直径不是考虑的主要因素。铣螺纹用的刀具也可自行设计,但其制造精度要满足工作的要求。为保证其牙廓尺寸精度和表面粗糙度,尽可能采用多刃结构。

贵州www.榴莲视频下载价格
加工原理和轨迹,在数控镗铣类机床上加工大型内螺纹,可采用www.榴莲视频下载削,其加工原理为:高速旋转的成形铣刀,其刀尖回转圆始终与内螺纹外径处于内接状态,与此同时,刀具绕工件孔轴线作螺旋运动,此时60°成形刀把与刀尖干涉的金属切除,在工件孔壁上就切出螺纹槽。螺旋运动由数控机床的螺旋插补功能来实现。为防止加工到孔底部时,切屑与刀具的干扰阻挤和加工部位被切屑遮盖,www.榴莲视频下载削均采用从孔底向外加工的走刀方向。

贵州www.榴莲视频下载价格
在车床上作非车削加工,是在设备缺少等因素下不得已而为之的做法,然而在这个过程中,聪慧的劳动人民发现,改造后的机床,可以完成很多高效高质的加工。在车床上进行铣削加工中,www.榴莲视频下载螺纹就是其中之一。www.榴莲视频下载可以实现干切削、重载切削、难加工材料和超高速切削,消耗动力小。表面粗糙度能达到Ra0.8μm。车床主轴转速慢,所以机床运动精度高、动态稳定性好,是一种先进的螺纹加工方法。内切式www.榴莲视频下载的作用优势:内切式www.榴莲视频下载刀盘包裹着零件切削,由于www.榴莲视频下载刀具切削过程中包络行程长,切削量大,切削力较外切削www.榴莲视频下载相对效率高,光洁度高。所以内切式www.榴莲视频下载适合螺纹精度加工。